How to make the electrolyzers cheap – Julio C. Garcia-Navarro.
In 2 weeks from now, the US Department of Energy’s Annual Merit Review (AMR) will take place. During the AMR, all parties that received funding for research activities around hydrogen gather to present project updates and are judged by their peers. I have never attended one AMR in person, but I have always been keen on following the progress they show because it is the largest (to my knowledge) and most relevant (in my opinion) English-speaking hydrogen research conference in the world.
In an AMR you can find the results about topics like which component in a Hydrogen Refueling Station (HRS) is the most likely to fail (it is not the compressor like some companies claim) (link here) and about a comparison of the costs of heavy duty vehicles powered by different energy sources, just to name a few examples. The AMR is truly a beacon of knowledge in the hydrogen world.
I would like to discuss a particular presentation from last year’s AMR namely, about upscaling the manufacturing of PEM electrolyzers.
🔥 What about we co-host a webinar? Let's educate, captivate, and convert the hydrogen economy!
Hydrogen Central is the global go-to online magazine for the hydrogen economy, we can help you host impactful webinars that become a global reference on your topic and are an evergreen source of leads. Click here to request more details
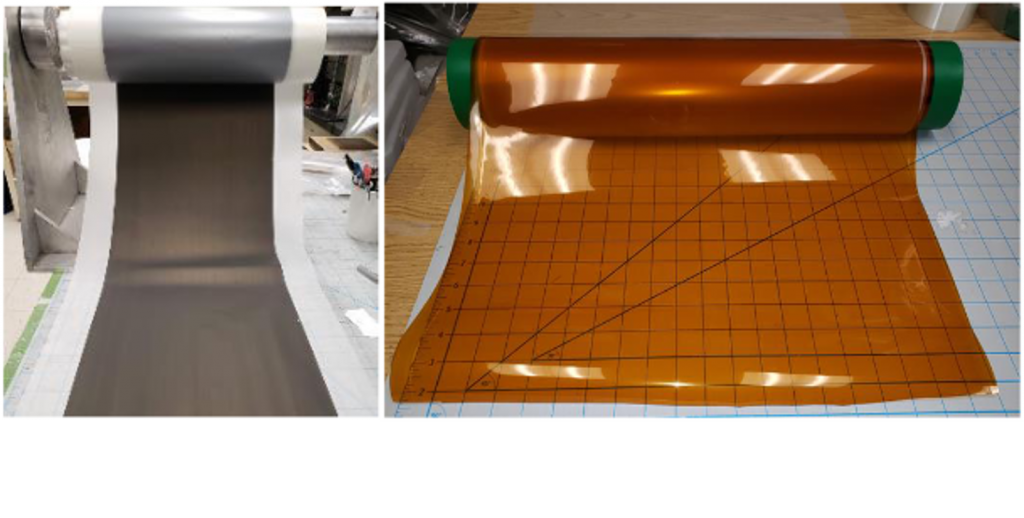
In this research, 3M, Giner Inc. (now owned by Plug Power) and NREL (the National Renewable Energy Laboratory) are developing a roll-to-roll manufacturing process that would allow them to increase the production rate of PEM electrolyzers by increasing the rate of printing a catalyst on the proton-conducting membranes (PEMs) up to 5.3 m2 per 10 minutes in one machine.
To give this number a bit of context, every m2 of PEM electrolyzer is equivalent to 40 kW of installed capacity, meaning that the consortium could come up with a process that produces 21 kW of electrolyzer capacity every minute or, putting the numbers in a different way, they could produce a 1 GW electrolyzer in a one month.
This sounds like a long time, but it already becomes more reasonable if we remember that the whole of the EU wants to have 40 GW by 2030. Giner, NREL, and 3M would be able to produce all the electrolyzers needed by the EU with a single roll-to-roll machine in less than 4 years. Impressive.
The goal of this project by 3M, Giner, and NREL is not only to increase the production capacity of PEM electrolyzers but also to increase their efficiency. The table below shows an excerpt of their progress so far, looking at three different design strategies of a PEM electrolyzer:
| Design strategy | Energy consumption [kWh/kg] | Efficiency [%] | OPEX @ 0.03 EUR/kWh [EUR/kg-H2] | CAPEX [EUR/metric tonne/year] |
| Minimizing OPEX | 40,2 | 82% | 1,21 | 9.869,42 |
| Balanced | 46,9 | 70% | 1,41 | 5.099,20 |
| Minimizing CAPEX | 52,3 | 63% | 1,57 | 2.549,60 |
There is always a trade-off between OPEX and CAPEX when designing a PEM electrolyzer. The manufacturer could choose to minimize the energy consumption of their electrolyzer, but this would mean that the throughput would be low, resulting in a high CAPEX.
The opposite is true: maximizing the amount of hydrogen produced by an electrolyzer has an increased energy consumption as consequence. This is essentially the same phenomenon that limits the lifetime of batteries when charging them at high currents; both are electrochemical devices, and this is one of the limitations of electrochemical technologies.
The question I asked myself is: which is best, to minimize the OPEX or the CAPEX?
Most people (including experts) think that we should aim at minimizing OPEX since hydrogen requires such a massive amount of energy to be produced (around 50 kWh/kg) so that any reduction would be extremely helpful.
As such, many electrolyzer manufacturers are marketing towards the OPEX-reduction proponents, taking the narrative that the next generation of electrolyzers will feature a low energy consumption.
I think that experts have it backwards and that we should pay more attention to minimizing the CAPEX than the OPEX, mainly for two reasons:
- Electrolyzer manufacturers will never bring down the energy consumption below 38 kWh/kg. This is the thermodynamic limit of an electrolyzer operating at 100% efficiency due to something called the thermo-neutral voltage of the water splitting process.
- The gain in CAPEX is substantially larger than the corresponding loss in OPEX. From the table above, going from 70 to 63% efficiency (which corresponds to increasing the energy consumption of hydrogen production from 47 to 52 kWh/kg) doubles the production capacity of the same electrolyzer, effectively halving the CAPEX.
Despite what experts are saying, it is best to focus on decreasing the CAPEX of an electrolyzer than decreasing its OPEX.
Julio C. Garcia-Navarro
As a simple exercise, I made a simple LCOH (Levelized Cost of Hydrogen) calculation based on the table above (excluding maintenance, taxes, and other costs) and taking into account the following parameters:
- Electricity cost: 0.03 EUR/kWh
- Discount rate of the project: 5%
- Electrolyzer lifetime: 20 years
- CAPEX of an electrolyzer: 1 billion EUR per GW
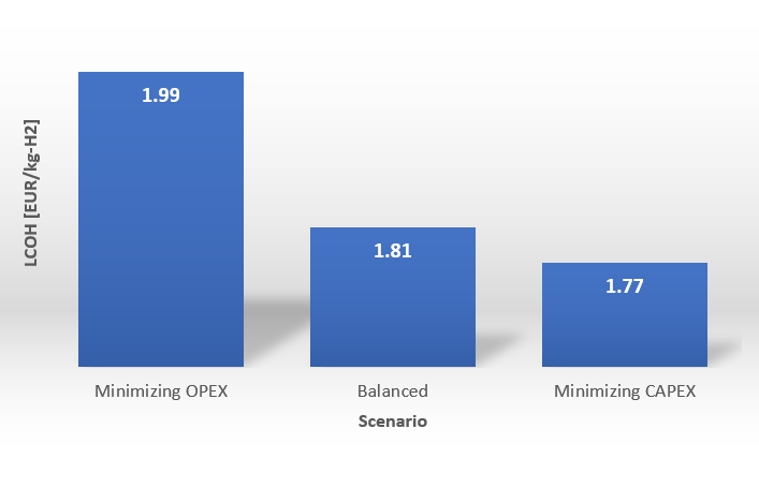
As we can see on the figure above, the minimizing CAPEX scenario (where the OPEX is 1,57 EUR/kg-H2 and the CAPEX is 2.550 EUR/metric tonne/year) leads to a minimum of the LCOH (1,77 EUR/kg-H2) whereas minimizing the OPEX scenario (where the OPEX is 1,21 EUR/kg-H2 and the CAPEX is 9.800 EUR/metric tonne/year) has the largest LCOH (1,99).
It is also interesting to see that the balanced scenario (where the OPEX is 1,41 EUR/kg-H2 and the CAPEX is 5.100 EUR/metric tonne/year) is responsible for the largest LCOH reduction (from 1,99 to 1,81 EUR/kg-H2), meaning that the trade-off between CAPEX and OPEX is stronger when the production capacity is not that high.
When the production capacity is the largest, the initial CAPEX is negligible and the LCOH becomes dominated by the OPEX, but as soon as we decrease the production capacity, the CAPEX acquires higher relevance.
From this exercise I can conclude that it is better to optimize the design of a PEM electrolyzer by focusing on reducing the CAPEX, although there is a limit where the returns start to diminish, in which case no matter how much research goes into increasing the amount of hydrogen produced per electrolyzer, it is just not worth it from a financial perspective.
As a take-home message, I think that electrolyzer manufacturers like Giner can have strong allies to scale-up their production capacity in companies like 3M and research institutions like NREL, and I believe that their efforts can be best used in optimizing an electrolyzer design that focuses more on decreasing the CAPEX than decreasing the OPEX.
READ the latest news shaping the hydrogen market at Hydrogen Central
Copyright © Hydrogen Central. All Rights Reserved.